Tube Notching
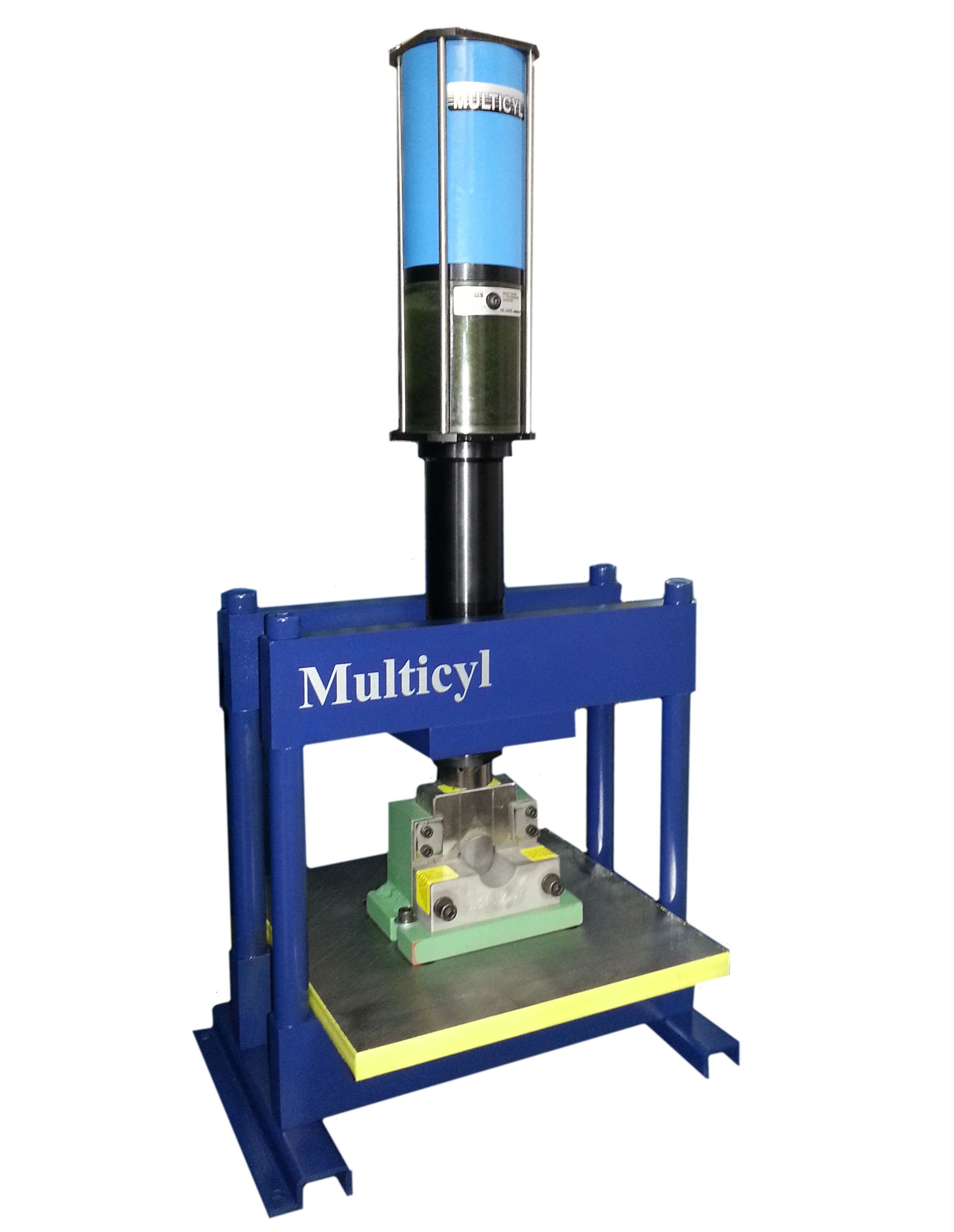
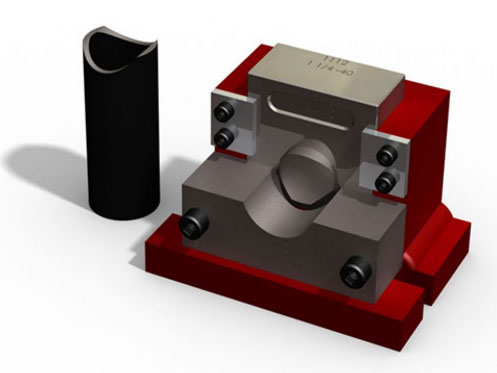
Multicyl offers a series of cylinders and cages which are designed to provide an affordable, safe, and efficient production option for tube notching. With few exceptions, tube notching is usually performed with a short stroke Multicyl powering tooling with an internal mandrel which punches from the inside out. Although many notch profiles are possible to punch with a Multicyl system, by far the most common is the right angled cope notch in either round or shaped tubing. The most popular way to achieve this is to use standard two hit notch tooling which is available from Multicyl or most unitized tool shops.
 In cases where the part volumes are high we can offer a second tube notching alternative; the double notch system. This notching option uses a tooling system designed for use specifically with Multiyl and is custom built to suit each application. Similar to the double tube punch application, this system uses set-up of opposing Multicyls which are cycled together producing the finished part in one machine cycle, or about 2-3 seconds.Combining this type of tooling into a Multicyl system creates a work station in which the operator first notches one side then inverts the tube to notch the opposite side. The speed and simplicity of Multicyl allows the operator to complete the part in about 4 seconds.
In cases where the part volumes are high we can offer a second tube notching alternative; the double notch system. This notching option uses a tooling system designed for use specifically with Multiyl and is custom built to suit each application. Similar to the double tube punch application, this system uses set-up of opposing Multicyls which are cycled together producing the finished part in one machine cycle, or about 2-3 seconds.Combining this type of tooling into a Multicyl system creates a work station in which the operator first notches one side then inverts the tube to notch the opposite side. The speed and simplicity of Multicyl allows the operator to complete the part in about 4 seconds.
For increased productivity, both ends may be notched simultaneously using two stations each powered by Multicyl. A secondary end motion is required to allow the tube to clear the tooling before it is fed over the mandrel. Multicyl is an ideal building block system; additional automation such as tube feeders, secondary operations may be added as required.